
EVA不良
不良的種類
射出EVA之四大要項為:材料、模具、机台、人員之四大要項是相輔相承的且由條件之一線索貫穿全体,其中任何一項發生改變均會牽動條件之改變,從而使射出EVA發生變化然而四大要項屬不完全可控要素,對此穩定射出EVA并非是一件易事,必須認真待.
定義―在成品表面或者溝槽邊角出現之凸起焦黃現象.
原因―由于排氣不良模穴高溫材料發生氧化反應之結果.
分析―<特性要因圖-魚骨圖>
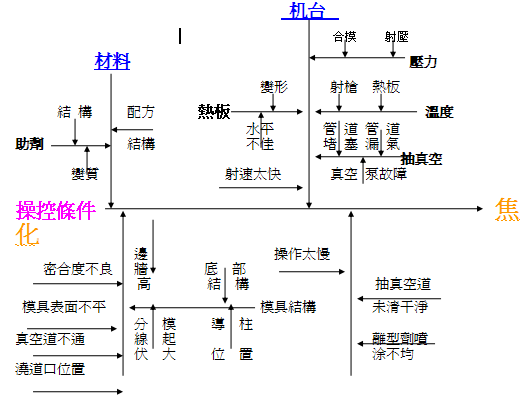
模 具 人 員
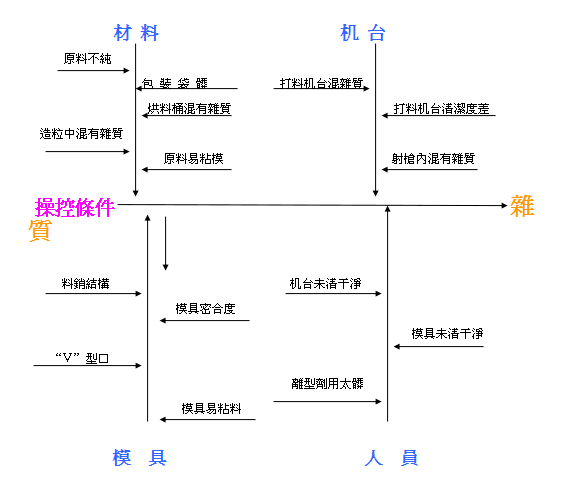
2.雜質
定義―不和EVA混合料發生交聯之異物(如: 金屬粒 大塵粒 砂石 木屑 紙屑等)
原因―由于原料本身混有雜質或生產流程中雜質混進粒子中.
分析―雜質不良之問題在生產過程中難于避免且一般居生產不良之首位,(特別是白色型体),它的來源有許多方面,只要其中某一環節出現管制不嚴,即可讓雜質有机可乘,從而影響成品品質,現具体分析如下圖(特性要因圖―魚骨圖)
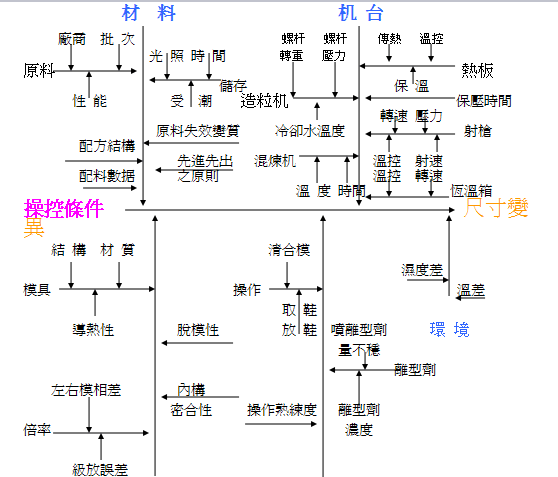
3.尺寸變異
定義―即成品成型后尺寸偏離了標准,出現之偏長偏短之狀況.
原因―由于恆溫發泡環境出現變異及原料倍率不穩,成品尺寸收縮率不穩所
造成之結果.
分析―恆溫發泡環境,指發泡体所接觸之環境溫度 濕度恆定不變,此是一所理想化狀態,在現實中難以存在,只能將各條件相對穩定在一定范圍內從而迖到預期之效果,尺寸變異是項較難控制之不良現象.
 [
[
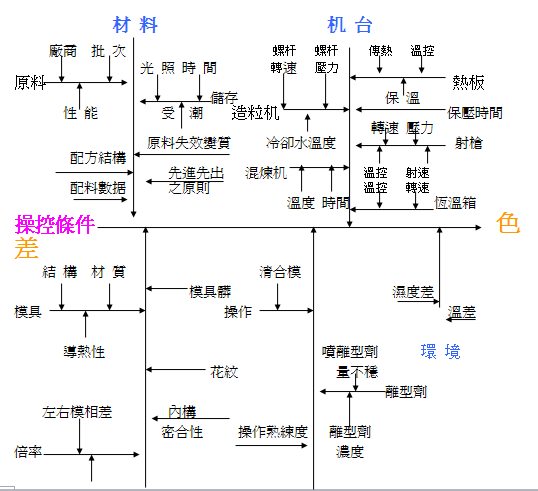
4.色差
定義―現場所量產之成品顏色偏離了標准色卡之現象.
原因―由于原料問題或操作條件的改變從而影響到顏色的差別.
分析―色差問題造成之不良屬射出EVA難于控制的現象,其產生之因素有諸多方面且廣泛,如下圖(特性要因圖―魚骨圖)
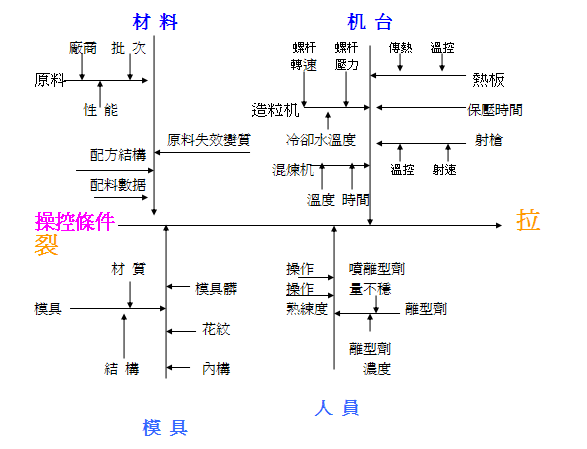
5.拉裂
定義―現場所量產之成品發生裂紋(裂開)現象.
原因―由于原料問題或操作條件的差異從而影響到成品發生裂紋(裂開).
分析―拉裂問題造成之不良屬射出EVA不難于控制之現象,其產生之因素有諸多方面,如下圖(特性要因圖―魚骨圖)
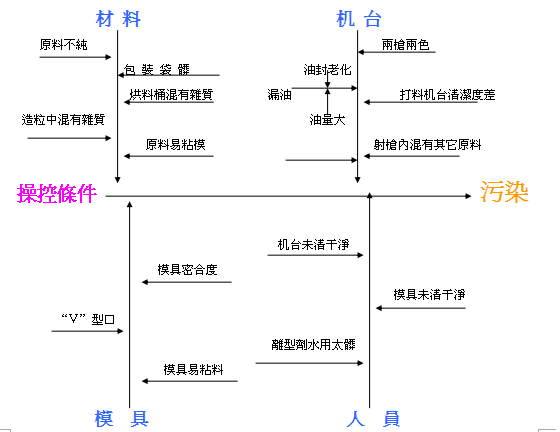
6.污染
定義―在成品表面出現之污瀆或其它色斑.
原因―由于原料不純或机台、模具清潔度差而致使成品脫模后沾上油漬或其它污物.
分析―污染在EVA生產中是一項常出現之問題,雖容易解決,但必須認真對待;且相關管制措施需有力的執行.
備注:其它之詳細因素未一一列出,若進一步了解,需查看《說明》
射出EVA之四大要項為:材料、模具、机台、人員之四大要項是相輔相承的且由條件之一線索貫穿全体,其中任何一項發生改變均會牽動條件之改變,從而使射出EVA發生變化然而四大要項屬不完全可控要素,對此穩定射出EVA并非是一件易事,必須認真待.
1.不良的種類:
: (一) 焦化定義―在成品表面或者溝槽邊角出現之凸起焦黃現象.
原因―由于排氣不良模穴高溫材料發生氧化反應之結果.
分析―<特性要因圖-魚骨圖>
模 具 人 員
2.雜質
定義―不和EVA混合料發生交聯之異物(如: 金屬粒 大塵粒 砂石 木屑 紙屑等)
原因―由于原料本身混有雜質或生產流程中雜質混進粒子中.
分析―雜質不良之問題在生產過程中難于避免且一般居生產不良之首位,(特別是白色型体),它的來源有許多方面,只要其中某一環節出現管制不嚴,即可讓雜質有机可乘,從而影響成品品質,現具体分析如下圖(特性要因圖―魚骨圖)
3.尺寸變異
定義―即成品成型后尺寸偏離了標准,出現之偏長偏短之狀況.
原因―由于恆溫發泡環境出現變異及原料倍率不穩,成品尺寸收縮率不穩所
造成之結果.
分析―恆溫發泡環境,指發泡体所接觸之環境溫度 濕度恆定不變,此是一所理想化狀態,在現實中難以存在,只能將各條件相對穩定在一定范圍內從而迖到預期之效果,尺寸變異是項較難控制之不良現象.
[4.色差
定義―現場所量產之成品顏色偏離了標准色卡之現象.
原因―由于原料問題或操作條件的改變從而影響到顏色的差別.
分析―色差問題造成之不良屬射出EVA難于控制的現象,其產生之因素有諸多方面且廣泛,如下圖(特性要因圖―魚骨圖)
5.拉裂
定義―現場所量產之成品發生裂紋(裂開)現象.
原因―由于原料問題或操作條件的差異從而影響到成品發生裂紋(裂開).
分析―拉裂問題造成之不良屬射出EVA不難于控制之現象,其產生之因素有諸多方面,如下圖(特性要因圖―魚骨圖)
6.污染
定義―在成品表面出現之污瀆或其它色斑.
原因―由于原料不純或机台、模具清潔度差而致使成品脫模后沾上油漬或其它污物.
分析―污染在EVA生產中是一項常出現之問題,雖容易解決,但必須認真對待;且相關管制措施需有力的執行.
備注:其它之詳細因素未一一列出,若進一步了解,需查看《說明》